After my last post, I thought it would be quick work to tidy up the donor wheel housing, weld it in place and mount the car up on my rotisserie. Well, most of you know how plans like that work out. The donor wheel housing repair work was much more complicated than I expected; the original right, front wheel housing needed some similar repairs; the front cross-member section needed new ends due to rust; the cross-member had been deformed by an accident and needed straightening; and the floor pan was pushed back a bit on the left,front side. All this work had to be completed before I could even start installing the donor wheel housing. The good news is that this work is all done; the body is perfectly straight and true; and it’s now up on the rotisserie. If you’re inclined to read long boring posts, read on. On the other hand, you might just like to browse through and look at the 41 photos. Whatever, suit yourself. I’m just happy to have reached this milestone.
Front Cross Member Straightening and Repairs.

Drilling Out Front Cross Member Spot Welds

Front Cross Member Removed

Underside of Front Cross Member

Front of Front Cross Member

Fatigue Cracks in Front Cross Member

Reforming Bend in Front Cross Member

Straightening Engine Bay Floor

Bending Front of the Passenger Front Wheel Housing
Passenger Front Wheel Housing and Cross Member Repairs in “As I Did it” Order
I wanted to put this post in a logical order but I didn’t work that way, so I will present these photos in what appears to be random order. But that’s how I did it. I worked on whatever I felt like doing that particular day, and that’s the order of the photos

Making Form for Front Wheel Housing Corner Patch

Forming the Wheel Housing Corner Patches

Rusted Bumper Mount Cutout

Forming Bumper Mount Patches

Forming Front Cross Member Patches

Welded Bumper Mount Patch, Passenger Side

Patched Bumper Mount Area from Inside the Engine Bay

Reinstalled Front Cross Member

Closeup of Wheel Housing to Front Cross Member Interface

Test Fitting Fender to Front Passenger Side
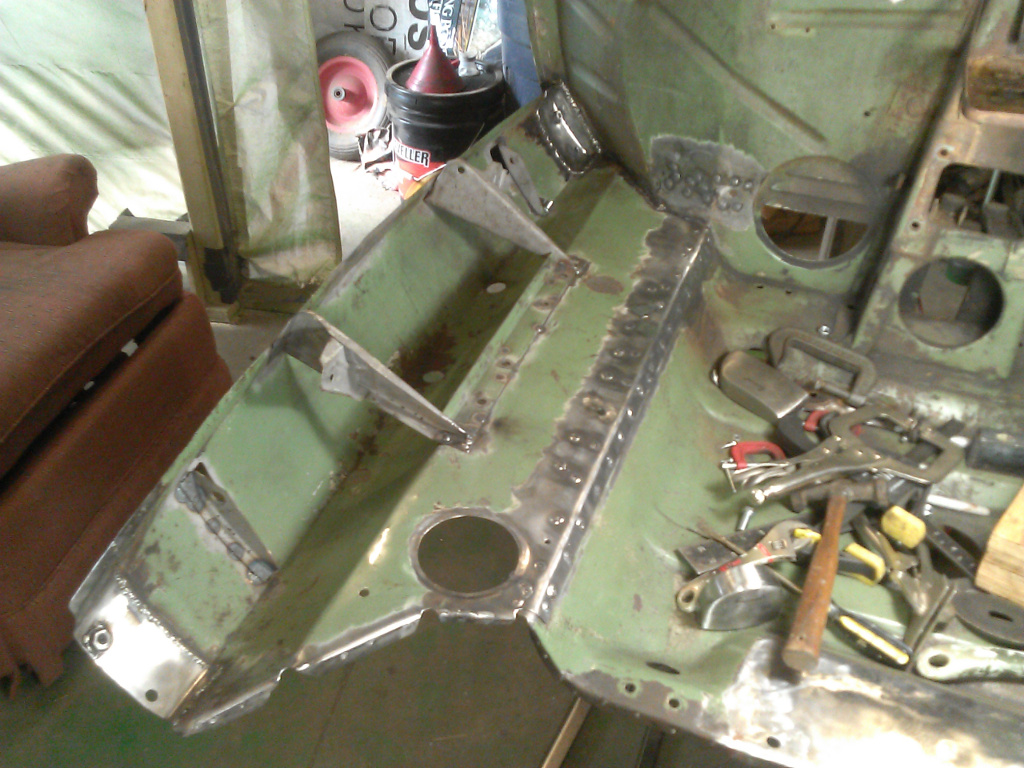
Patching and Mounting the Donor Wheel Housing

Rusted Donor Wheel Housing

Donor Wheel Housing Mounted for Template Making

Donor Wheel Housing Mounted for Template Making

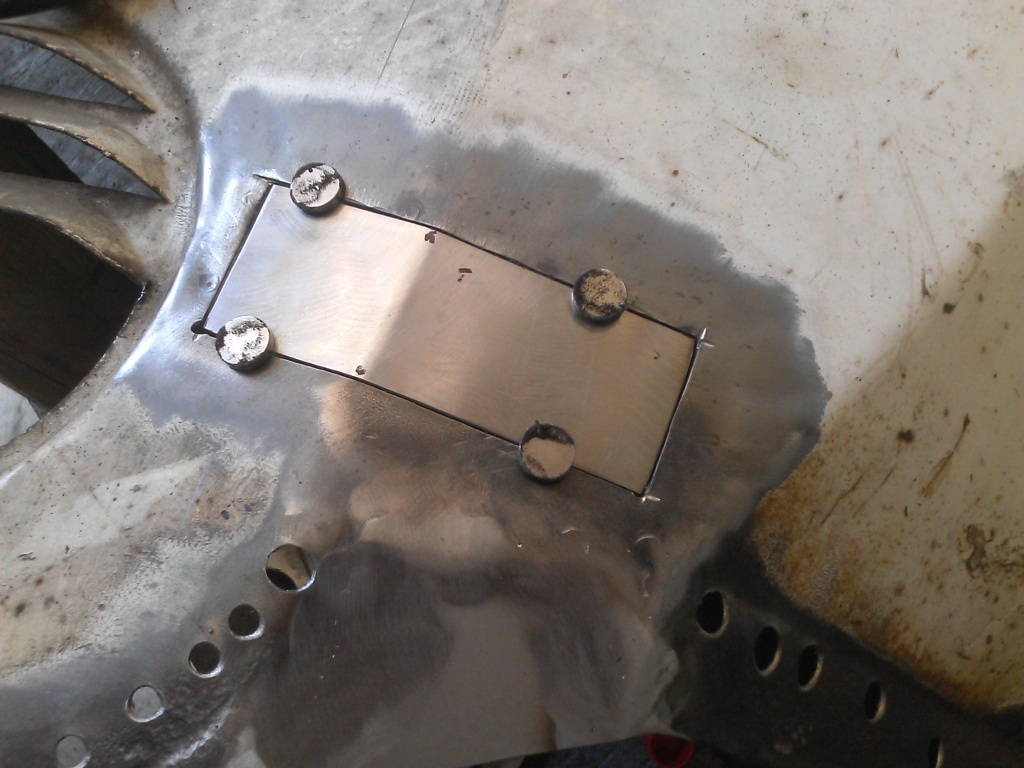
Top Corner Patch and Template

Tack Welding Top Corner Patch

Bumper Mount Patch for Wheel Housing

Bumper Mount Reinforcement

Bottom Rear Corner Patch

Bottom Front Corner Patch

Top Corner Patch Matched to A-Pillar

Donor Wheel Housing Partially Welded in Place

Closeup of Top Corner Patch

Bottom Corner Extension Being Shaped

Bottom Corner Extension Welded in Place

Nearly Finished Donor Wheel Housing

Test Fitting Hood from Side

Test Fitting Hood from Front
Finally, Up Onto the Rotisserie!

Jacking up to the Rotisserie

Front Rotisserie Adapter

Rear Rotisserie Adapter

Rubber Busing on Rear Adapter

Adjusting Center of Gravity

MC850 Rotated on Rotisserie
Well, until next time, not too long I hope…








































Well done.
Thanks for sharing.